 vi
vi en
en

Tin tức
Cinvico nhận cắt laser kim loại giá rẻ, uy tín, theo yêu cầu khách hàng
Khi nhu cầu sản xuất và gia công kim loại ngày càng đòi hỏi độ chính xác cao và hiệu quả vượt trội, việc lựa chọn dịch vụ cắt Laser chất lượng trở thành yếu tố quyết định đến thành công của sản phẩm cuối cùng. Trong bối cảnh đó, Cinvico mang đến giải pháp cắt Laser kim loại tối ưu, đáp ứng đầy đủ các tiêu chuẩn về độ chính xác, tốc độ và giá cả hợp lý. Cùng tìm hiểu chi tiết về dịch vụ trong bài viết sau bạn nhé.
Cắt Laser kim loại là gì?
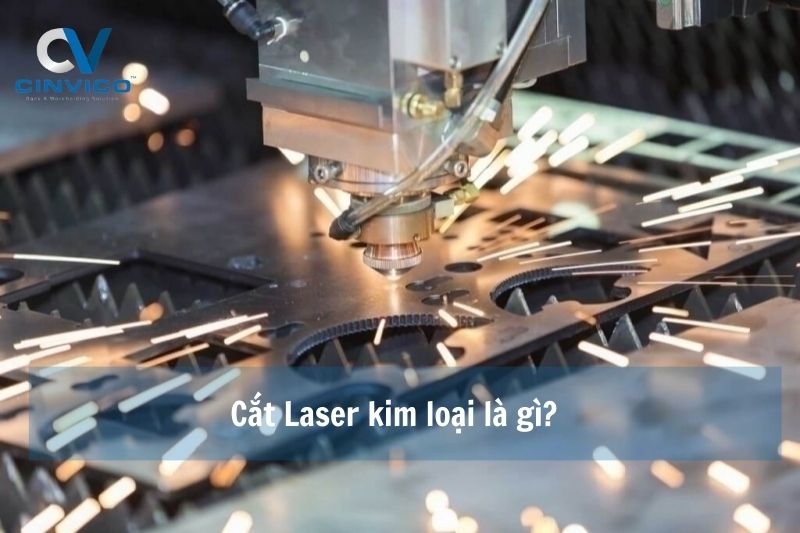
Cắt laser kim loại là một phương pháp gia công tiên tiến sử dụng tia laser có cường độ cao hội tụ và tập trung vào bề mặt kim loại để xử lý. Khi tia laser tiếp xúc với vật liệu, năng lượng từ tia laser làm nóng chảy hoặc đốt cháy bề mặt kim loại, tạo ra những đường cắt chính xác và mịn màng. Quá trình này có thể tạo ra các hình dạng và chi tiết phức tạp với độ chính xác rất cao, nhờ vào khả năng điều chỉnh bước sóng và cường độ tia laser, từ đó giúp cắt kim loại với tốc độ nhanh và độ hoàn thiện bề mặt tuyệt vời.
Ưu điểm khi thực hiện cắt Laser kim loại
- Độ chính xác tuyệt đối: Công nghệ cắt laser mang lại độ chính xác cao, có thể thực hiện những đường cắt tinh xảo, chi tiết phức tạp với độ chính xác tuyệt đối, từ những chi tiết nhỏ đến những hình dạng khó.
- Tốc độ cắt nhanh: Phương pháp cắt laser cho phép cắt kim loại với tốc độ nhanh chóng, vượt trội so với các phương pháp truyền thống, giúp rút ngắn thời gian sản xuất và nâng cao hiệu quả công việc.
- Không gây biến dạng kim loại: Cắt laser không tạo ra nhiệt độ cao hay lực va đập mạnh, do đó đảm bảo kim loại không bị biến dạng, giữ nguyên hình dáng và chất lượng ban đầu của vật liệu.
- Tiết kiệm nguyên liệu hiệu quả: Với khả năng cắt chính xác, cắt laser giúp tối ưu hóa việc sử dụng nguyên liệu, giảm thiểu lãng phí và giúp giảm chi phí sản xuất.
- Tính linh hoạt cao: Công nghệ cắt laser có thể áp dụng cho nhiều loại kim loại, từ kim loại mỏng đến kim loại dày, đáp ứng đa dạng nhu cầu gia công.
- Bảo vệ môi trường: Phương pháp này tạo ra ít bụi và khí thải hơn so với các phương pháp cắt truyền thống, giảm thiểu tác động tiêu cực đến môi trường.
- Độ bền và độ tin cậy cao: Các sản phẩm cắt bằng laser có độ bền cao, đảm bảo chất lượng lâu dài và ít cần bảo trì, mang lại sự tin cậy cho các ứng dụng công nghiệp.
Cinvico – Đơn vị cung cấp dịch vụ cắt Laser kim loại chuyên nghiệp, chính xác, giá rẻ
Cinvico tự hào là đơn vị cung cấp dịch vụ cắt laser kim loại chuyên nghiệp, chính xác và giá cả phải chăng, với hơn 15 năm kinh nghiệm trong ngành gia công kim loại. Chúng tôi cam kết mang đến những sản phẩm cắt laser chất lượng cao, đáp ứng yêu cầu khắt khe của khách hàng với độ chính xác tuyệt đối và thời gian hoàn thành nhanh chóng. Với đội ngũ kỹ thuật viên tay nghề cao và hệ thống máy móc hiện đại, Cinvico luôn đặt sự hài lòng của khách hàng lên hàng đầu.
Chúng tôi chuyên cung cấp các giải pháp cắt laser cho nhiều ngành công nghiệp khác nhau như ô tô, xây dựng, điện tử và nhiều lĩnh vực khác, giúp tiết kiệm chi phí và tối ưu hóa quy trình sản xuất.
Một số dịch vụ cắt laser chuyên nghiệp tại Cinvico được khách hàng đánh giá cao
Với kinh nghiệm dày dặn, Cinvico đã và đang “được lòng” ất nhiều khách hàng với một số dịch vụ:
- Gia công cắt laser inox: Cung cấp dịch vụ cắt và gia công các tấm inox với độ dày lên đến 70mm, đáp ứng mọi yêu cầu về hình dạng và kích thước của khách hàng.
- Gia công cắt laser inox 201, 304: Cắt và gia công các tấm inox loại 201 và 304, tạo ra các chi tiết chính xác với hình dạng, kích thước và yêu cầu kỹ thuật theo mong muốn của khách hàng.
- Cắt laser kim loại theo yêu cầu: Cung cấp dịch vụ cắt laser các loại kim loại như thép, inox, nhôm, đồng,… tạo ra các chi tiết và hình dạng đa dạng, hoàn toàn tùy chỉnh theo yêu cầu khách hàng.
- Gia công bánh răng kim loại theo yêu cầu: Gia công chính xác các bánh răng kim loại theo yêu cầu, đảm bảo sản phẩm đạt chất lượng cao và đáp ứng những tiêu chuẩn kỹ thuật nghiêm ngặt.
- Cắt CNC laser kim loại trang trí: Sử dụng công nghệ cắt CNC laser để tạo ra các sản phẩm trang trí kim loại tinh xảo, hoàn toàn theo thiết kế và mong muốn của khách hàng.
- Cắt laser biển quảng cáo kim loại: Ứng dụng công nghệ cắt laser để sản xuất các biển quảng cáo kim loại với độ chính xác cao, đảm bảo các chi tiết rõ ràng và sắc nét.
- Cắt laser mặt bích thép: Cắt các tấm thép thành các hình dạng và kích thước chính xác để đáp ứng yêu cầu của khách hàng, đặc biệt trong sản xuất mặt bích thép.
- Gia công cắt laser thép: Cung cấp dịch vụ cắt laser thép theo yêu cầu, đảm bảo độ chính xác và chất lượng cho các sản phẩm thép thành phẩm.
- Cắt CNC laser trang trí mỹ thuật: Dịch vụ cắt CNC laser kim loại để tạo ra các chi tiết trang trí mỹ thuật tinh tế, phù hợp với nhiều ứng dụng trong thiết kế và nội thất.
- Gia công cắt laser chi tiết máy: Gia công các chi tiết máy bằng cắt laser, đảm bảo độ chính xác cao và đáp ứng các yêu cầu kỹ thuật khắt khe.
- Gia công cắt laser nhôm tấm: Cung cấp dịch vụ cắt nhôm tấm bằng công nghệ laser với độ chính xác cao, phù hợp với các sản phẩm đòi hỏi tính năng kỹ thuật và thẩm mỹ.
Để có thể sử dụng dịch vụ cắt Laser của Cinvico, quý khách hàng có thể liên hệ đến số Hotline: 0981.244.688 để nhận tư vấn chi tiết nhất.
Công nghệ cắt Laser hiện đại tại Cinvico
Công nghệ cắt Laser tại Cinvico sử dụng các máy móc hiện đại và tiên tiến nhất, mang lại hiệu quả cao và độ chính xác vượt trội trong gia công kim loại. Cùng với đó, chúng tôi áp dụng các công nghệ cắt Laser khác nhau phù hợp với từng loại vật liệu và yêu cầu của khách hàng:
- Cắt Laser CO2: Đây là công nghệ cắt Laser phổ biến, được sử dụng cho các tấm kim loại dày như thép, inox, nhôm. Máy cắt Laser CO2 sử dụng chùm tia laser mạnh mẽ để cắt các chi tiết phức tạp với độ chính xác cực kỳ cao. Phương pháp này đặc biệt hiệu quả trong việc tạo ra các đường cắt mịn, sắc nét mà không gây biến dạng hay nứt gãy kim loại.
- Cắt Laser Fiber: Công nghệ cắt Laser Fiber sử dụng sợi quang học để tạo ra tia laser với bước sóng ngắn, có khả năng cắt nhanh và chính xác hơn đối với các kim loại mỏng và dày. Laser Fiber có ưu điểm vượt trội khi cắt các vật liệu như thép không gỉ, nhôm và đồng, đồng thời tiết kiệm năng lượng và giảm chi phí vận hành.
- Cắt Laser 3D: Với công nghệ này, Cinvico có thể thực hiện cắt trên các chi tiết kim loại có hình dạng phức tạp, chẳng hạn như các bộ phận có đường cong, góc cạnh hoặc khối tròn. Công nghệ này giúp tăng tính linh hoạt trong gia công và mở rộng khả năng tạo ra các sản phẩm có hình dáng độc đáo.
- Cắt Laser chính xác với CAD/CAM: Công nghệ cắt laser tại Cinvico sử dụng phần mềm CAD/CAM để lập trình và điều khiển máy cắt Laser, đảm bảo các đường cắt chính xác đến từng milimét. Phương pháp này cho phép gia công các chi tiết có yêu cầu về hình dạng, kích thước cực kỳ phức tạp, phù hợp với nhiều ngành công nghiệp khác nhau như điện tử, ô tô, hàng không, và xây dựng.
- Cắt Laser cho các chi tiết trang trí: Cinvico còn cung cấp dịch vụ cắt Laser cho các chi tiết trang trí, biển quảng cáo, nội thất kim loại, vỏ máy và các sản phẩm nghệ thuật với độ chính xác cao, tạo ra những sản phẩm vừa đẹp mắt vừa bền bỉ.
Báo giá dịch vụ cắt Laser kim loại tại Cinvico
Dưới đây là bảng báo giá tại Cinvico bạn có thể tham khảo:
| Chiều dày thép tấm (mm) | Đơn giá (VND/m dài) | Phụ cấp đột (VND) |
|---|---|---|
| 1-2 mm | 3,500 | 120 |
| 2-3 mm | 4,500 | 150 |
| 3-4 mm | 5,500 | 200 |
| 4-5 mm | 7,000 | 250 |
| 5-6 mm | 8,500 | 350 |
| 6-7 mm | 10,500 | 450 |
| 7-8 mm | 11,500 | 600 |
| 8-9 mm | 12,500 | 800 |
| 9-10 mm | 13,500 | 1,000 |
| 10-11 mm | 15,500 | 1,200 |
| 11-12 mm | 18,000 | 1,400 |
| 12-13 mm | 22,000 | 1,600 |
| 13-14 mm | 24,000 | 2,000 |
| 14-15 mm | 27,500 | 2,300 |
| 15-16 mm | 30,500 | 2,500 |
| 16-17 mm | 34,000 | 2,700 |
| 17-18 mm | 37,500 | 3,000 |
| 18-19 mm | 41,000 | 3,200 |
| 19-20 mm | 44,500 | 3,500 |
| 20-21 mm | 48,000 | 3,700 |
| 21-22 mm | 52,000 | 3,800 |
| 22-23 mm | 58,000 | 4,000 |
| 23-24 mm | 72,000 | 4,200 |
| 24-25 mm | 83,000 | 4,500 |
Bảng báo giá trên mang tính tham khảo và có thể thay đổi tùy vào yêu cầu cụ thể của từng đơn hàng.
>>>Tư vấn, báo giá nhanh nhất các dịch vụ gia công kim loại tấm, cắt laser, chấn gấp.
>> Vui lòng liên hệ 0981.244.688
>>> Xem thêm: Chấn Gấp Kim Loại Giá Rẻ Số 1 Miền Bắc Cinvico – Ưu Đãi 25%
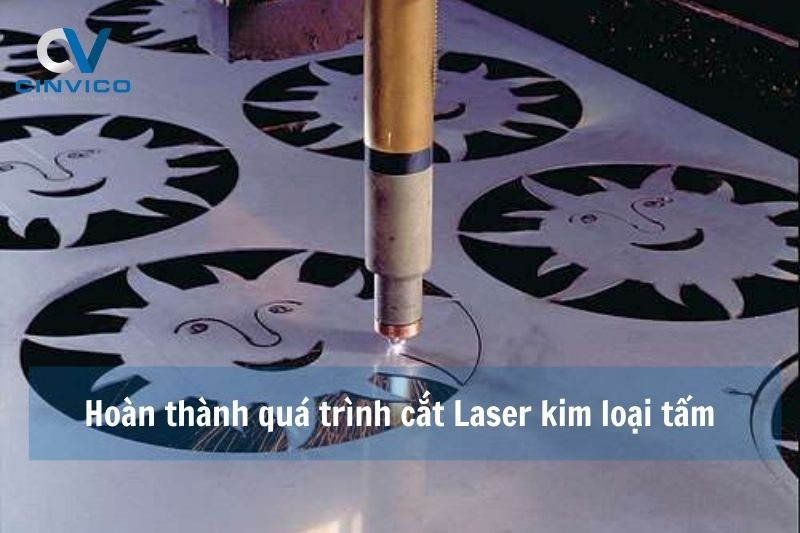
Quy trình thực hiện cắt Laser kim loại tại Cinvico
Quá trình cắt kim loại bằng laser hoạt động theo nguyên lý sử dụng tia laser có năng lượng cao để tác động trực tiếp lên bề mặt phôi, từ đó tạo ra dòng nhiệt mạnh mẽ để thực hiện quá trình cắt hoặc khắc.
Các bước thực hiện quá trình cắt laser kim loại bao gồm:
- Chuẩn bị: Trước khi thực hiện quá trình cắt, vật liệu kim loại cần được chuẩn bị và đặt trên bàn cắt laser.

- Điều khiển tia laser: Tia laser được điều khiển bằng máy tính và có thể được tập trung vào một điểm nhỏ trên vật liệu kim loại.
- Phát tán năng lượng: Khi tia laser tiếp xúc với vật liệu kim loại, nó sẽ phát tán năng lượng và tạo ra một dòng chảy năng lượng cao để cắt hoặc khắc vật liệu.
- Tạo ra dòng chảy: Dòng chảy năng lượng cao này sẽ tạo ra một dòng chảy nóng chảy trên bề mặt của vật liệu kim loại.
- Cắt kim loại: Dòng chảy nóng chảy này sẽ cắt hoặc mài mòn vật liệu kim loại theo hình dạng được lập trình từ máy tính.
- Hoàn thành: Khi quá trình cắt hoặc khắc hoàn thành, vật liệu kim loại sẽ được lấy ra và chuẩn bị cho các bước tiếp theo trong quá trình sản xuất.
Hệ thống máy cắt laser chuyên nghiệp, hiện đại, chính xác cao tại Cinvico
Một số hình ảnh thực tế sản phẩm gia công cắt laser, cắt laser thép, inox tại Cinvico.




Ứng dụng của việc cắt Laser kim loại trong ngành công nghiệp

- Ngành chế tạo cơ khí: Sản xuất các linh kiện, phụ kiện máy móc, cùng các chi tiết cơ khí phức tạp với độ chính xác cao, phục vụ cho nhiều loại thiết bị khác nhau.
- Ngành công nghiệp ô tô: Chế tạo các linh kiện ô tô như phụ tùng, ốp lưng và các chi tiết bên trong xe, đảm bảo chất lượng và độ bền cho các bộ phận này.
- Ngành sản xuất điện tử: Sản xuất các linh kiện điện tử tinh vi như bo mạch chủ, vi mạch và các bộ phận điện tử quan trọng khác.
- Ngành sản xuất đồ gia dụng: Chế tạo các sản phẩm gia dụng như bếp gas, tủ lạnh, lò vi sóng, máy giặt, quạt điều hòa và nhiều sản phẩm tiện ích khác cho gia đình.
- Ngành sản xuất nội thất: Thiết kế và sản xuất các sản phẩm nội thất như bàn ghế, kệ sách, cửa ra vào và các sản phẩm trang trí khác, phục vụ nhu cầu sử dụng và thẩm mỹ.
- Ngành vật liệu xây dựng: Chế tạo các sản phẩm vật liệu xây dựng như cửa sắt, hàng rào, cầu thang và các sản phẩm kim loại khác phục vụ cho các công trình xây dựng.
- Ngành sản xuất trang sức: Sản xuất các món đồ trang sức bằng kim loại quý như nhẫn, khuyên tai, vòng cổ và các sản phẩm trang trí khác, mang lại giá trị thẩm mỹ cao.
- Ngành sản xuất quảng cáo: Chế tạo các sản phẩm quảng cáo như bảng hiệu, hộp đèn, biển quảng cáo và các sản phẩm truyền thông khác, phục vụ nhu cầu quảng bá thương hiệu và thông điệp.
Lưu ý khi lựa chọn dịch vụ cắt Laser chuyên nghiệp
Khi lựa chọn dịch vụ cắt Laser chuyên nghiệp, có một số yếu tố quan trọng cần cân nhắc để đảm bảo chất lượng và hiệu quả công việc. Dưới đây là những lưu ý bạn cần nhớ:
- Độ chính xác và công nghệ máy móc: Hãy chọn đơn vị sử dụng công nghệ cắt laser hiện đại, đảm bảo khả năng cắt với độ chính xác cao và có thể xử lý các chi tiết phức tạp.
- Chất liệu kim loại: Đảm bảo dịch vụ có khả năng cắt được đa dạng các loại kim loại như inox, thép, nhôm, đồng, với độ dày và tính chất vật liệu mà bạn yêu cầu.
- Kinh nghiệm và uy tín: Lựa chọn nhà cung cấp có kinh nghiệm lâu năm và uy tín trong ngành, để đảm bảo chất lượng sản phẩm và tiến độ giao hàng.
- Dịch vụ hỗ trợ và tư vấn: Cung cấp dịch vụ hỗ trợ tư vấn thiết kế và gia công, giúp bạn tối ưu hóa chi phí và thời gian sản xuất.
- Giá cả hợp lý: So sánh giá cả của các dịch vụ để đảm bảo rằng bạn nhận được chất lượng tốt với mức chi phí hợp lý.
- Khả năng gia công số lượng lớn: Nếu bạn cần gia công số lượng lớn, hãy chọn đơn vị có năng lực và hệ thống sản xuất phù hợp để đảm bảo giao hàng đúng hạn.
>> Xem thêm: Dịch vụ soi rãnh kim loại: Giá rẻ, nhanh chóng, chất lượng cao
Với những ưu điểm vượt trội về độ chính xác, tốc độ cắt nhanh và khả năng tiết kiệm nguyên liệu, dịch vụ cắt Laser kim loại tại Cinvico không chỉ giúp bạn tối ưu chi phí mà còn mang lại những sản phẩm hoàn hảo, đáp ứng yêu cầu kỹ thuật khắt khe. Hãy để chúng tôi đồng hành cùng bạn trong việc tạo ra những sản phẩm chất lượng cao, tiết kiệm thời gian và nâng cao hiệu quả sản xuất.
Mọi thông tin chi tiết vui lòng liên hệ:
- Địa chỉ: LÔ 04 – CỤM DI TRẠCH – HOÀI ĐỨC – HÀ NỘI
- HOTLINE: 0981.244.688
- Email: sale02@cinvico.com