 vi
vi en
en

Tin tức
Hàn kim loại là gì? Các phương pháp hàn kim loại phổ biến
Hàn kim loại là một trong số những phương pháp công nghiệp được ứng dụng rộng rãi trong gia công cơ khí. Nếu bạn chưa nắm rõ về đặc điểm của kỹ thuật này mời bạn cập nhật bài viết ngay dưới đây.
Hàn kim loại là gì?
Hàn kim loại là quá trình liên kết các chi tiết kim loại hoặc đắp phủ lên bề mặt kim loại bằng cách nung nóng chảy vật liệu tại vị trí cần hàn, sử dụng nguồn nhiệt và/hoặc áp lực, với hoặc không có vật liệu bổ sung (que hàn, kim loại hàn). Mục đích của hàn là tạo ra mối hàn có độ bền, liên kết chặt chẽ và chịu được ứng suất như vật liệu gốc, đảm bảo tính năng sử dụng cho kết cấu hoặc chi tiết được hàn.

Đặc điểm chi tiết của hàn kim loại
Các phương pháp hàn ngày càng được cải tiến và được ứng dụng rộng rãi trong các ngành kinh tế nhờ vào những đặc điểm sau:
- So với các phương pháp kết nối khác như tán rivê hay ghép bulông, hàn giúp tiết kiệm từ 10 – 25% khối lượng kim loại, và nếu so với đúc thì tiết kiệm đến 50%.
- Hàn cho phép kết nối các kim loại có tính chất khác nhau, ví dụ như kim loại đen với kim loại đen, hoặc kim loại với vật liệu phi kim loại,…
- Có thể tạo ra các chi tiết máy và các kết cấu phức tạp mà các phương pháp khác khó thực hiện hoặc gặp nhiều trở ngại.
- Mối hàn có độ bền cao và kín.
Tuy nhiên, hàn cũng có nhược điểm: sau khi hàn vẫn tồn tại ứng suất dư và vật hàn dễ bị biến dạng (cong vênh). Để giảm thiểu tình trạng này, bạn cần nắm vững một số kỹ thuật hàn điện phổ biến hiện nay, hiểu các ký hiệu mối hàn trong bản vẽ kỹ thuật, cũng như biết cách chọn que hàn điện phù hợp để tăng độ bền cho các mối nối.
>>Xem thêm: Quy trình cắt Laser kim loại chuẩn nhất

Các phương pháp hàn kim loại thông dụng nhất hiện nay
Có 4 phương pháp hàn kim loại thông dụng nhất hiện nay được cập nhật ngay dưới thông tin sau nhé:
Phương pháp hàn que (hàn hồ quang tay)
Trong số các phương pháp hàn kim loại, hàn que đã được phát minh và áp dụng từ khá sớm, cụ thể là vào năm 1907. Hàn que, hay còn gọi là hàn hồ quang tay, là một quá trình hàn điện nóng chảy sử dụng que hàn làm điện cực mà không cần đến khí bảo vệ. Trong phương pháp này, mọi thao tác như thay que hàn, di chuyển que hàn, gây hồ quang… đều do thợ hàn thực hiện thủ công.
Ưu điểm:
Phương pháp hàn có thể thực hiện ở mọi vị trí trong không gian. Nó tự tạo ra môi trường cần thiết cho quá trình hàn và ít bị ảnh hưởng bởi gió hơn so với các phương pháp hàn sử dụng khí bảo vệ như TIG hoặc MIG. Chi phí đầu tư cho thiết bị thấp, việc sử dụng được đơn giản hóa đến mức tối đa và có tính linh hoạt cao. Phương pháp này được ứng dụng rộng rãi trong cả ngành cơ khí chế tạo và kết cấu thép trong cơ khí dân dụng.

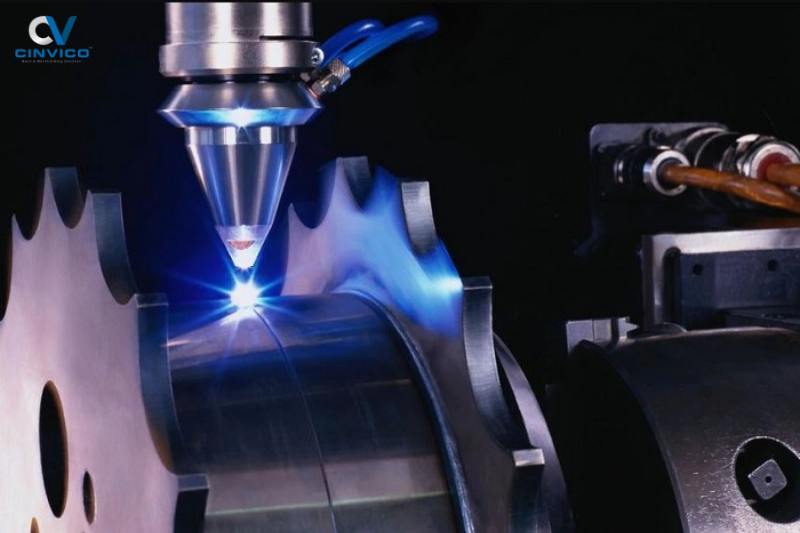
Phương pháp hàn Laser
Trong số các phương pháp hàn kim loại phổ biến hiện nay, hàn laser là công nghệ tiên tiến nhất. Đây là một dạng đặc biệt trong nhóm hàn nóng chảy, nơi kim loại tại chỗ nối được nung chảy bằng tia laser và sau đó kết tinh để tạo ra mối hàn. Hàn laser thường được sử dụng để nối các chi tiết lắp ở những vị trí khó tiếp cận hoặc để hàn các chi tiết rất nhỏ hay các vật liệu có nhiệt độ chảy cao như gốm.
Ưu điểm:
Trong số các phương pháp hàn kim loại phổ biến hiện nay, hàn laser là công nghệ tiên tiến nhất. Đây là một dạng đặc biệt trong nhóm hàn nóng chảy, nơi kim loại tại chỗ nối được nung chảy bằng tia laser và sau đó kết tinh để tạo ra mối hàn. Hàn laser thường được sử dụng để nối các chi tiết lắp ở những vị trí khó tiếp cận hoặc để hàn các chi tiết rất nhỏ hay các vật liệu có nhiệt độ chảy cao như gốm.
>>Xem thêm: Dịch vụ gia công kim loại tấm theo yêu cầu số 1 miền Bắc
Phương pháp hàn MIG
Phương pháp hàn MIG rất được ưa chuộng trong các kỹ thuật hàn kim loại. Đây là một phương pháp hàn hồ quang nóng chảy trong môi trường có khí bảo vệ. Nguồn nhiệt từ hồ quang giữa điện cực nóng chảy và kim loại sẽ được bảo vệ khỏi tác động của O2 và N2 nhờ môi trường khí trơ hoặc khí có tính khử như Argon hoặc Helium. Tiếng Anh gọi kỹ thuật này là Gas Metal Arc Welding (GMAW).
Ưu điểm:
- Mối hàn đạt chất lượng cao, ít bị cong vênh và không có xỉ.
- Tốc độ hàn nhanh hơn so với nhiều phương pháp khác.
- Có thể hàn trên nhiều loại chất liệu với độ dày mỏng khác nhau.
- Quy trình hàn khá đơn giản và dễ thực hiện.
- So với hàn hồ quang tay, điều kiện làm việc của hàn MIG tốt hơn do không phát sinh khí độc trong quá trình hàn.

Phương pháp hàn TIG
Hàn TIG (Tungsten Inert Gas) là một kỹ thuật hàn sử dụng điện cực không nóng chảy, trong môi trường bảo vệ bằng khí trơ như Argon, Helium hoặc hỗn hợp của cả hai để hạn chế tác động có hại của O2 và N2 trong không khí và ổn định hồ quang.
Ưu điểm:
- Phương pháp này có thể hàn được nhiều loại kim loại, bao gồm thép hợp kim, kim loại màu và các hợp kim của chúng.
- Khả năng điều chỉnh thông số hàn rộng giúp hàn được cả kim loại mỏng và dày.
- Có thể thực hiện hàn ở mọi vị trí không gian và tất cả các góc độ hàn. Kỹ thuật này lý tưởng cho việc hàn mối, hàn đường thẳng hoặc đường cong, đặc biệt thích hợp cho các chi tiết phức tạp yêu cầu mối hàn chất lượng cao.
- Dễ dàng kiểm soát hình dạng vũng hàn.
- Mối hàn sạch đẹp, không có xỉ và không bị văng tóe.
- Quá trình hàn tạo ra rất ít khói.

4 vị trí hàn kim loại phổ biến nhất
Vị trí hàn phẳng
Hàn ở vị trí phẳng là một vị trí dễ thực hiện hơn vì không bị ảnh hưởng bởi trọng lực. Vũng hàn vẫn duy trì trạng thái lỏng và thấm đều vào mối hàn. Đặc điểm của vị trí hàn này là thợ hàn có thể làm việc hiệu quả hơn, do hệ số đắp cao và không cần lo lắng về việc vũng hàn trở nên quá lỏng và bị trọng lực kéo ra khỏi mối hàn.
Bất kỳ quy trình hàn nào cũng có thể được áp dụng cho hàn ở vị trí phẳng, chỉ cần đảm bảo sử dụng đúng kỹ thuật đề xuất cho từng quy trình cụ thể. Ví dụ, khi sử dụng phương pháp hàn que, có xỉ tạo ra trong quá trình hàn, bạn nên sử dụng kỹ thuật kéo dây thay vì kỹ thuật đẩy dây.
Vị trí hàn đứng
Mối hàn đứng có thể được thực hiện theo hai cách: hàn leo (từ dưới lên) hoặc hàn dọc xuống. Hàn leo thường được sử dụng phổ biến hơn, đặc biệt là khi hàn các vật liệu dày. Vị trí hàn đứng thường cần thiết khi một vật hàn lớn không thể dễ dàng chuyển sang vị trí phẳng hoặc ngang.
Khi di chuyển tấm kim loại lên cho mối hàn thẳng đứng, vũng hàn sẽ tự nhiên chảy ra khỏi mối nối theo quy luật tự nhiên. Nếu bạn sử dụng cùng kỹ thuật và thông số lý tưởng cho mối hàn phẳng hoặc ngang trên một mối hàn đứng, kết quả có thể sẽ không tạo ra một mối hàn tốt.
Vị trí hàn ngang
Trong mối hàn ngang, trục hàn nằm gần như song song với mặt đất. Mối hàn ở vị trí này có nhiều điểm tương đồng với mối hàn phẳng. Tuy nhiên, cần cẩn thận để không làm cho mối hàn quá nóng vì vũng hàn quá lỏng có thể bị ảnh hưởng bởi trọng lực. Điều chỉnh các thông số hàn một cách phù hợp để đảm bảo vũng hàn không quá nóng hoặc quá lỏng.
Vị trí hàn trần
Mối hàn trần có thể cần thiết khi bạn làm việc trên thiết bị hoặc kim loại cố định không thể di chuyển. Thợ hàn có thể phải nằm trên mặt đất hoặc sàn nhà để thực hiện hàn trần, vì vậy quan trọng là phải tìm được vị trí và phạm vi chuyển động thoải mái.

Dịch vụ hàn kim loại ở đâu tốt?
Cinvico tự hào mang đến dịch vụ hàn kim loại uy tín và chuyên nghiệp, đáp ứng mọi nhu cầu của khách hàng. Với đội ngũ thợ hàn tay nghề cao, dày dặn kinh nghiệm, thành thạo các kỹ thuật hàn tiên tiến, cùng hệ thống trang thiết bị hiện đại được nhập khẩu từ các thương hiệu uy tín, Cinvico cam kết cung cấp dịch vụ chất lượng cao, đảm bảo mối hàn chắc chắn, thẩm mỹ và đạt tiêu chuẩn.
Dịch vụ hàn kim loại tại Cinvico đa dạng, đáp ứng mọi yêu cầu hàn các loại kim loại khác nhau như thép, inox, nhôm, đồng,… Chúng tôi phục vụ khách hàng trong các lĩnh vực xây dựng, cơ khí, chế tạo máy,… với quy trình hàn được kiểm soát chặt chẽ, đảm bảo chất lượng sản phẩm hoàn hảo và tiến độ thi công nhanh chóng.